|
1.铣平面夹具 图4-18所示为铣削气缸体上平面的专用夹具,气缸体的工序简图见图4-19,气缸体的上平面加工为第一道工序。工件以内平面N、前后两半圆孔和前端面,以及上平面水套孔一侧面B为定位基准,分别以支承钉5、定向块9、挡销2及校正块装置4定位,完成六点定位。 自动控制网www.eadianqi.com版权所有 由于工件较大,因此在工件底面有四个辅助支承钉13,以增强定位的刚性和稳定性。安装时,先将工件放在两个支承钉5和挡销2上,并由两个浮动定向块9定向。然后翻下校正块4、调节螺钉6使调节销8伸出,推动工件绕两支承钉5回转,直到工件上平面水套孔的一侧面B与贴合校正块的量块14工作面对齐,此时六个自由度全部清除。转动手柄11通过锁紧液压缸将底面四个辅助支承钉锁紧。将压板1伸入工件前后两端孔中,再转动手柄10使夹紧液压缸动作把工件夹紧。 自动控制网www.eadianqi.com版权所有
由于工件在后道工序加工气缸孔时要求壁厚均匀,且保证与 自动控制网www.eadianqi.com版权所有 1-压板;2-挡销;3-调整螺钉;4-校正块;5-支撑钉;6-螺钉;7-夹具体;8-调整销;9-定向块;10夹紧缸手柄;11-锁紧缸手柄;12-锁紧钉;13-辅助支撑;14量具 自动控制网www.eadianqi.com版权所有
图4-18 液压夹紧铣平面夹具 自动控制网www.eadianqi.com版权所有
自动控制网www.eadianqi.com版权所有 图4-19 气缸工序简图 本文来自www.eadianqi.com
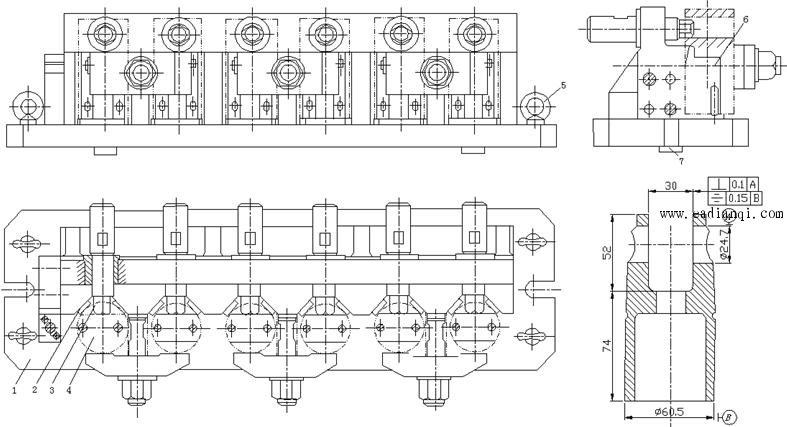
2.铣槽夹具 自动控制网www.eadianqi.com版权所有
图4-20a为铣槽夹具,图4-20b为铣槽工序简图。铣槽工序应保证的精度要求为:工序尺寸 本文来自www.eadianqi.com 为提高生产率,该夹具一次装夹6个工件。工件轴端靠在支承板4上,限制其轴向移动自由度,由菱形销3限制工件绕轴线转动的自由度,以工件外圆在V形块2上定位限制余下的四个自由度。工件用螺旋压板夹紧机构夹紧。由定向键7确定夹具在机床上的位置,通过直角对刀块6确定夹具相对铣刀的位置。夹具上设置有四个吊环螺钉5,便于夹具的吊装和搬运。 本文来自www.eadianqi.com
本文来自www.eadianqi.com
1-夹具体;2-V形块;3-菱形销;4-支撑板;5-起吊螺钉;6-对刀块;7-定向 自动控制网www.eadianqi.com版权所有 图4-20 铣槽夹具 本文来自www.eadianqi.com
|
 面距离
面距离 。因此不用工件底面为定位基准,而采用了校正块装置。校正块共两块,其校正精度由调整螺钉3调节。为保证气缸孔C轴线与该孔上平面垂直以及尺寸
。因此不用工件底面为定位基准,而采用了校正块装置。校正块共两块,其校正精度由调整螺钉3调节。为保证气缸孔C轴线与该孔上平面垂直以及尺寸 ,校正块基面与量块工作面间的尺寸为
,校正块基面与量块工作面间的尺寸为 ,必要时尚需修刮量块的工作面。工件定位夹紧后,取出量块14并翻开校正块,即可进行铣削加工。
,必要时尚需修刮量块的工作面。工件定位夹紧后,取出量块14并翻开校正块,即可进行铣削加工。 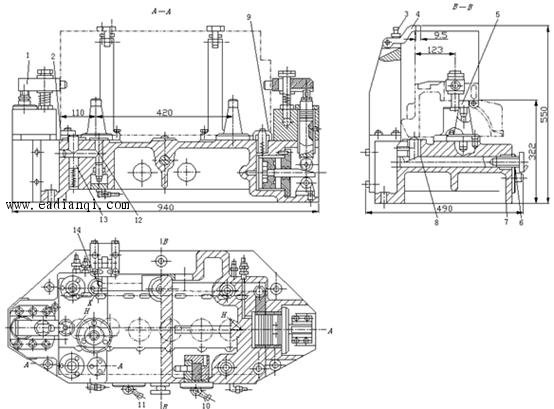
 ,
, ,以及槽的对称中心面与
,以及槽的对称中心面与 孔的轴线垂直度误差不大于
孔的轴线垂直度误差不大于 ,与
,与 外圆轴线的对称度误差不大于
外圆轴线的对称度误差不大于 。
。