1. 零件程序的输入
零件程序的输入包括两方面的内容:
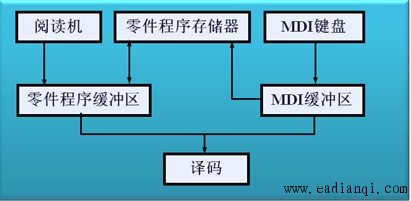
1)对于早期的数控装置是使用纸带阅读机和键盘进行的。现代数控装置 则可通过通信方式或其它输入装置实现。
2)从零件程序存储器将零件程序的程序段送入缓冲器(缓冲存储区)。 |
 |
|
程序输入过程 |
 |
|
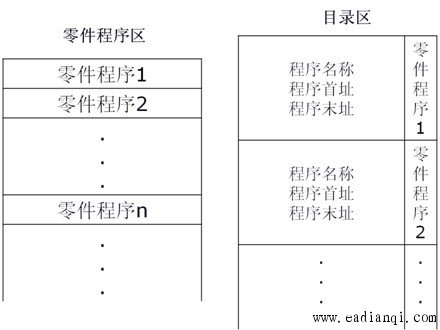
零件程序存储器结构 |
|
2. 数据处理程序 本文来自www.eadianqi.com
数据处理程序又叫插补准备程序,包括译码、刀补(运动轨迹计算)、辅助功能处理和进给速度计算等部分 。另外,还包括诸如换刀、主轴启停、冷却液开、闭等辅助功能。
(1)译码
定义:译码程序是以程序段为单位对信息进行处理,把其中的各种工件轮廓信息(如起点、终点,直线和圆弧)、加工速度F和其它辅助信息(M.S.T)依照计算机能识别的数据形式,并以一定的格式存放在指定的内存专用区间。在译码过程中,还要完成对程序段的语法检查,若发现语法错误立即报警。
方法:解释和编译。
内容:整理和存放。
1)不按字符格式的整理与存放方法。
2)保留字符格式的整理与存放。
(2)刀具补偿
定义:将编程时工件轮廓数据转换成刀具中心轨迹数据。
种类:长度补偿和半径补偿。
1) B功能刀具半径补偿计算
直线加工时刀具补偿 |
 |
|
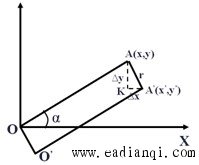
直线刀具补偿 |
|
被加工直线段的起点在坐标原点上,终点A的坐标为(x,y),假定上一程序加工完后,刀具中心在O点且坐标值已知。刀具半径为r,现在要计算的是刀具补偿后直线O’A’终点坐标(x’,y’)。 自动控制网www.eadianqi.com版权所有
计算过程如下: |
 |
|
圆弧加工时刀具半径补偿 |
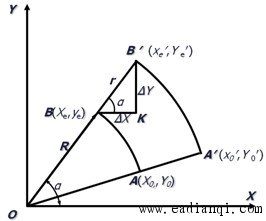 |
圆弧刀具半径补偿
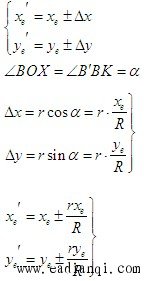
被加工圆弧的圆心在坐标原点,圆弧半径为R,圆弧起点4的坐标为(x0,y0),圆弧终点B的坐标为(xe,ye),刀具半径为r。假定上一程序段加工结束后,刀具中心点为A’,且坐标为已知。那么圆弧刀具半径补偿计算的目的就是要算出同心圆弧的终点坐标值xe’,和ye’。
计算过程如下: |
 |
|
B功能刀具半径不能处理尖角过渡问题,所谓尖角过渡指上一轮廓段的终点刀偏分量与本轮廓的起点刀偏分量不等。 |
 |
|
B刀补的交叉点和间断点 |
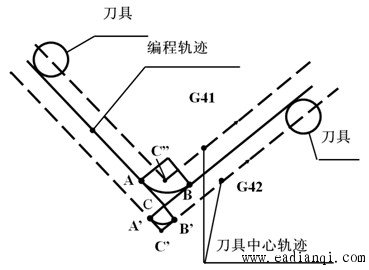
2)C功能刀具半径补偿 本文来自www.eadianqi.com
处理两个程序段间转接(即尖角过渡)的各种情况。 |
|
C刀补处理尖角过渡 |
 |
|
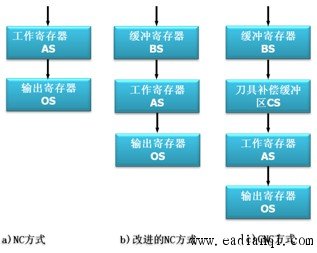
由NC到CNC刀补的改进措施 |
从上图可见,CNC系统的刀补状态,其内部总是同时存有三个程序段的信息。
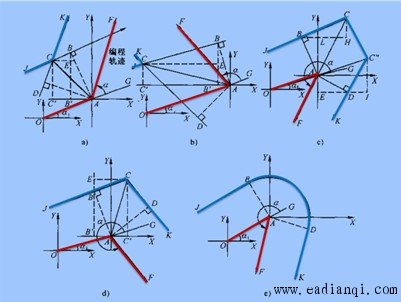
CNC装置中,相邻两程序段刀具中心轨迹的连接方式因两个程序段的线型不一样(有直线与直线、直线与圆弧、圆弧与圆弧等)和两个程序轨迹的矢量夹角α。以及刀具补偿方向的不同分为三种类型(转接过渡方式):伸长型、缩短型和插入型(直线过渡型和圆弧过渡型)。 |
 |
|
G41直线与直线转接情况 |