CNC装置的组成和工作原理
时间:2015-09-18 16:19来源:www.eadianqi.com 编辑:自动控制网
从自动控制的角度来看,CNC系统是一种位置(轨迹)、速度(还包括电流)控制系统,其本质上是以多执行部件(各运动轴)的位移量、速度为控制对象并使其协调运动的自动控制系统,是一种配有专用操作系统的计算机控制系统。 从外部特征来看,CNC系统是由硬件(通
从自动控制的角度来看,CNC系统是一种位置(轨迹)、速度(还包括电流)控制系统,其本质上是以多执行部件(各运动轴)的位移量、速度为控制对象并使其协调运动的自动控制系统,是一种配有专用操作系统的计算机控制系统。
从外部特征来看,CNC系统是由硬件(通用硬件和专用硬件)和软件(专用)两大部分组成的。 |
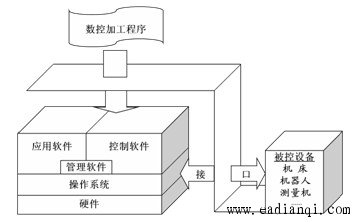 |
1.硬件结构: CPU,存储器,总线、外设等。
2.软件结构:是一种用于零件加工的、实时控制的、特殊的(或称专用的)计算机操作系统。
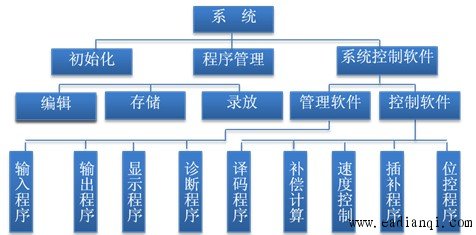
CNC软件的构成 |
 |
3. 工作原理 本文来自www.eadianqi.com
通过各种输入方式,接受机床加工零件的各种数据信息,经过CNC装置译码,再进行计算机的处理、运算,然后将各个坐标轴的分量送到各控制轴的驱动电路,经过转换、放大去驱动伺服电动机,带动各轴运动。并进行实时位置反馈控制,使各个坐标轴能精确地走到所要求的位置。
简要工作过程:
1)输入:
输入内容——零件程序、控制参数和补偿数据。
输入方式——穿孔纸带阅读输入、磁盘输入、光盘输入、手健盘输入,通讯接口输入及连接上级计算机的DNC接口输入。
2)译码:以一个程序段为单位,根据一定的语法规则解释、翻译成计算机能够识别的数据形式,并以一定的数据格式存放在指定的内存专用区内。
3)数据处理:包括刀具补偿,速度计算以及辅助功能的处理等。
4)插补:插补的任务是通过插补计算程序在一条曲线的已知起点和终点之间进行“数据点的密化工作”。 自动控制网www.eadianqi.com版权所有
5)位置控制:在每个采样周期内,将插补计算出的理论位置与实际反馈位置相比较,用其差值去控制进给伺服电机。
6)I/O处理:处理CNC装置与机床之间的强电信号输入、输出和控制。
7)显示:零件程序、参数、刀具位置、机床状态等。
8)诊断:检查一切不正常的程序、操作和其他错误状态。 |
|
本文已影响