|
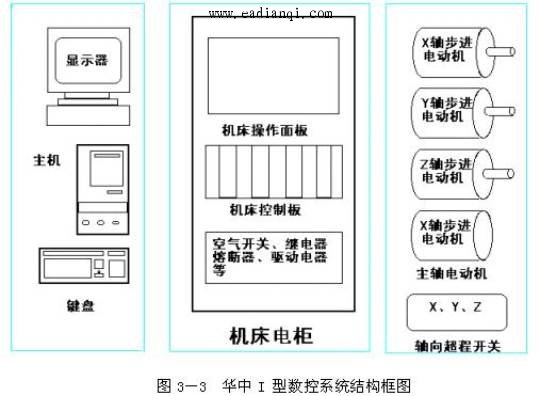
一、数控系统结构及数控系统操作台
本文来自www.eadianqi.com
华中I 型数控系统具有以下特点。1) 系统用中文CRT显示,具有很好的人机界面;2) 3.5英寸磁盘可用于保存或调入加工程序;3) 通讯接口用于系统集成、联网、数据输入和输出、远程诊断等;4) 标准面板包括CRT/MDI面板和操纵面板;5) 系统采用实时多任务的管理方式,能够在加工的同时进行其它操纵。
自动控制网www.eadianqi.com版权所有
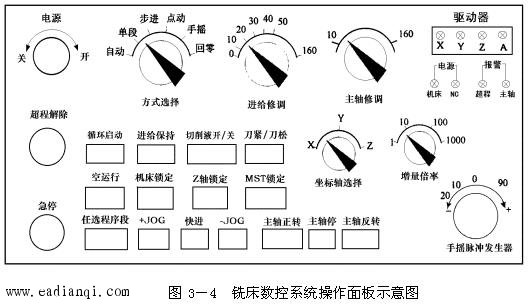
4.工作方式选择(波段开关)
本文来自www.eadianqi.com 表3-1 增量倍率与移动距离的关系 自动控制网www.eadianqi.com版权所有 ─────────────────────────── 自动控制网www.eadianqi.com版权所有
位 置 1 10 100 1000 本文来自www.eadianqi.com ─────────────────────────── 本文来自www.eadianqi.com 距离/mm 0.001 0.01 0.1 1 本文来自www.eadianqi.com
─────────────────────────── 自动控制网www.eadianqi.com版权所有
(4)点动档。点动进给方式。+JOG、-JOG按钮及快进按钮。 (5)手摇档。手摇脉冲发生器操作方式。手摇脉冲发生器及手摇进给倍率开关。 当工作方式为手摇方式时,转动手摇脉冲发生器可以正方向移动由坐标轴选择开关选定的进给轴。手摇脉冲发生器的当量(手摇每转一格移动的距离)由增量倍率开关选择,其对应关系与增量进给基本相同,只是在增量倍率为1000时,手摇脉冲发生器的当量为0.001×100=0.1mm而非1mm。 (6)回零档。回零方式为手动返回机床参考点。当工作方式为回零方式时,选择需返回参考点的坐标轴,按下+ JOG或-JOG按钮,直至到达参考点的位置(当减速限位开关被接通,再关断后,下一个栅格被看作是参考点),该轴参考点返回结束后,参考点返回指示灯亮。 *在电源接通后,必须用这种方法完成返回参考点操作。 当机床处于以下3种状况时,机床必须回零,否则数控系统会因失去机床零点记忆而发生故障:a)机床关机后,重新接通电源;b)机床解除急停状态后;c)机床超程报警解除后。 5.进给修调 在自动方式及点动方式下,当进给速度偏高或偏低时,可用操作面板上的进给修调开关,修调程序中编制的进给速度,此开关可提供10%-160%的修调范围。 自动控制网www.eadianqi.com版权所有 6.主轴修调 可用操作面板上主轴修调开关,修调自动运行时程序中编制的主轴速度或手动时的主轴速度,此开关可提供10%-160%的修调范围。机械齿轮换档时,主轴不能修调。 7.坐标轴选择 在点动、步进、手摇、回零运行方式(统称为手动方式)时,首先要通过坐标轴选择开关选择相应的手动进给轴。手动时,每次只能走一轴。 8.循环启动 自动运转启动。当方式选择开关置于自动方式时,在主 菜单下按 F1 键进入自动加工子菜单,再按F1(程序选择)选择要运行的程序,按下循环启动按钮,自动加工开始。自动加工期间,按钮内指示灯亮。 9.进给保持 自动运转暂停。在自动运行过程中,按下“进给保持”键,机床运动轴减速停止,暂停执行程序,刀具、主轴电机停止运行。暂停期间,按钮内指示灯亮。 在暂停状态下,按下“循环启动”键,系统将重新启动,从暂停前的状态继续运行。 10.切削液开/关 用于开关切削液。按下操作面板上的切削液开/关,切削液开;松开此开关,切削液关。 11.刀紧/刀松 本文来自www.eadianqi.com 用于手动装刀。按下操作面板上的刀紧/刀松开关, 夹紧刀具,松开此开关,刀具松开。 12.空运行 当机床选择自动循环操作方式时,按下操作面板上空运行按钮,CNC处于空运行状态(这时按钮内的灯亮)。程序中编制的进给速率被忽略,刀具以快移速度移动。 13.机床锁定 禁止机床动作。在自动运行开始前,将“机床锁定”键按下,再进行循环启动,仅坐标位置信息变化,但不允许机床运动,这个功能用于校验程序。 机床锁定时,必须注意以下几点:1)即便是G28、G29功能,刀具不运动到参考点;2)机床辅助功能M.S.T仍然有效;3)在自动运行过程中,按“机床锁定”键, 机床锁定无效;4)在自动运行过程中,只有在运行结束后,方可解除机床锁定。 14.Z轴锁定 禁止进刀。在自动运行开始前,将“Z 轴锁定”键按下,再进行循环启动,Z轴仅坐标位置信息变化,但Z轴不运动,因而刀具也不运动。 15.M.S.T锁定 禁止程序中辅助功能的执行。按下“M.S.T锁定”按钮后,除控制用M代码M00、M01、M30、M98、M99照常执行外,所有其他的M.S.T指令无效。 16.任选程序段 打开机床操作面板上的任选程序段开关,含有斜号代码“ /”的程序段被忽略。 自动控制网www.eadianqi.com版权所有 17.主轴正转、主轴反转、主轴停 主轴的手动控制按钮。在手动方式下,按下主轴正转按钮,主电机正转,主轴正转;按下主轴反转按钮,主轴反转;按下主轴停止按钮,主轴停止运转。主轴正转及反转的速度可通过主轴修调开关调节。 |