|
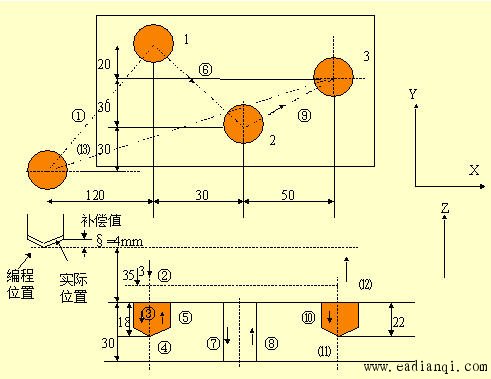
使用刀具长度补偿指令,在编程时就不必考虑刀具的实际长度及各把刀具不同的长度尺寸。加工时,用MDI方式输入刀具的长度尺寸,即可正确加工。当由于刀具磨损、更换刀具等原因引起刀具长度尺寸变化时,只要修正刀具长度补偿量,而不必调整程序或刀具。如图所示。 G43 为正补偿,即将Z坐标尺寸字与H代码中长度补偿的量相加,按其结果进行Z轴运动。 G44 为负补偿,即将Z坐标尺寸字与H中长度补偿的量相减,按其结果进行Z轴运动。 G49为撤消补偿。
|
|
使用刀具长度补偿指令,在编程时就不必考虑刀具的实际长度及各把刀具不同的长度尺寸。加工时,用MDI方式输入刀具的长度尺寸,即可正确加工。当由于刀具磨损、更换刀具等原因引起刀具长度尺寸变化时,只要修正刀具长度补偿量,而不必调整程序或刀具。如图所示。 G43 为正补偿,即将Z坐标尺寸字与H代码中长度补偿的量相加,按其结果进行Z轴运动。 G44 为负补偿,即将Z坐标尺寸字与H中长度补偿的量相减,按其结果进行Z轴运动。 G49为撤消补偿。
|
机床电气控制技术与机械类专业的其他课程相比,有其自身的特点,学习时要注意: 1)注...