|
�������������ǽ�ʮ����Ѹ�������һ���Ƚ����켼�����Ǽ����ؼ���֮����һ������е������ҵӰ����Զ�ļ���������1976��������Vought��˾������һ̨����ϳ�������ת�ٴﵽ��20000r/min����20����80����к�����������Ʒ���ĸ��������������ϳ��֣����ٻ����ӵ�һ�ĸ���ϳ����չ��Ϊ���ٳ�ϳ������ϳ���������ָ��ټӹ����ĵȡ� ��������www.eadianqi.com ���������ĸ����������������Ǹ���Եĸ�����ݸ��������������о�������������ٶȴﵽ�൱�ߵ�����ʱ���������½��������������ϵͣ��ȱ��ν�С�����ߵ����ö���ߡ����������������������˵�λʱ��IJ����г��ʣ����һ������һϵ�е������������ԡ���˸����������ٶȷ�ΧӦ�ö������ܸ��ӹ�����һϵ���ŵ����������������һ���dz����ӵĹ��̣����ڲ�ͬ�ļӹ�����ͻ�������ͬ������͵��߲��ϣ�����������Ӧ�в�ͬ���ٶȷ�Χ�����������ٶ��Ǹ���Եĸ��ͬ���ܵ��ӹ������Ϻͻ��������ص�Ӱ�죬���Ժ��Ѹ���һ��ȷ�����ٶȷ�Χ�� �Զ�������www.eadianqi.com��Ȩ���� ������������������Ҫ���иߵ������ٶȣ����һ�Ҫ����иߵļ��ٶȺͼ��ٶȡ���Ϊ���������ڻ����ϼӹ�ʱ�Ĺ����г̶�������һ���ڼ��������ٺ��ף�ֻ���ں̵ܶ�ʱ���ڴﵽ���ٺ��ں̵ܶ�ʱ����ȷֹͣ�������塣����ں��������ĸ�������ʱ������Ҫ������������ٶȵļӼ������ܡ� �Զ�������www.eadianqi.com��Ȩ����
������ͨ�����Ľ����ٶ�һ��Ϊ8��15m/min�����ٿ��г̽����ٶ�Ϊ15��24m/min���ӡ����ٶ�һ��Ϊ0.1g��0.3g��gΪ�������ٶȣ�g =9.8m/s2����Ŀǰ�������������Ľ����ٶ�һ����30��90m/min���ϣ��Ӽ��ٶ�Ϊ1g��8g�����ſ�ѧ�����IJ��Ϸ�չ�����ټӹ����õ������ٶȻ�Խ��Խ�ߡ� ��������www.eadianqi.com
�������������Ĺؼ������������ٻ�����ʵ�ָ��ټӹ���ǰ��ͻ��������������������������Ǹ�������������������Ĺؼ��������������������Ĺؼ������������¼����棺 �Զ�������www.eadianqi.com��Ȩ����
��1���������ᵥԪ �Զ�������www.eadianqi.com��Ȩ���� �������ٻ������и�����ת������ϵͳ���������Ჿ���Ǹ��ٻ����ĺ��IJ�����������ֱ�Ӿ����˻������ܴﵽ�������ٶȡ��ӹ����Ⱥ�Ӧ�÷�Χ���������Ჿ��������ȡ�����������Ʒ��������ϡ��ṹ����С�����ȴ����ƽ�⡢�����ȶ�����ؼ����� �Զ�������www.eadianqi.com��Ȩ���� ��2������ֱ������������Ԫ ��������www.eadianqi.com ���ٽ���ϵͳ�Ľ����ٶȶ��������������Ҫ�����壬������������۸��ٻ������ܵ���Ҫָ�ꡣ�Ը��ٽ���ϵͳ��Ҫ�������ܹ��ﵽ�ߵ��˶��ٶȣ�����Ҫ�����ϵͳ���кܴ�ļ��ٶȺͺܸߵĶ�λ���ȡ� �Զ�������www.eadianqi.com��Ȩ���� ��3���������������� ��������www.eadianqi.com
����������������ʵ�ָ��ټ��ϵĹؼ�����֮һ���谭�����ٶ���ߵĹؼ����������������Ƿ��ܳ���Խ��Խ�ߵ������¶ȣ�����������������ͨ�ӹ��������۴Ӳ��ϻ��ǵ��߽ṹ���кܴ�ͬ��Ŀǰ���ڸ���������ʹ�õĵ������ѻ�Ӳ�ʺϽ𡢾۾����ʯ(PCD)��ѹ��Ӳ�ʺϽ𡢾۾����������� (CBN)���մɵȲ��ϡ� �Զ�������www.eadianqi.com��Ȩ����
��4��CNC����ϵͳ ��������www.eadianqi.com ���ټӹ������Ǵ�ͳ���ؼӹ��������·�չ���ӻ���ԭ����˵�����봫ͳ���ؼӹ�û�б������𡣸������ػ���Ҫ����CNCϵͳ�ܹ����ٶȴ�������Ρ��ܹ�Ѹ��ȷ�Ĵ����Ϳ�����Ϣ���Խ��ͼӹ������һ�Ӧ�нϴ�ij���洢����CNC����ϵͳ�Ĺؼ�������Ҫ�������ٴ������߹켣��Ԥ��ǰ�����ơ����ٷ�Ӧ���ŷ�ϵͳ�ȡ� �Զ�������www.eadianqi.com��Ȩ���� ��5����м��������ȴϵͳ �Զ�������www.eadianqi.com��Ȩ���� �����������̻��ڵ�λʱ���ڲ�����������м����������������Ҫ��Ч����м���������װ�á� ��������www.eadianqi.com ��6����ȫװ����ʵʱ���ϵͳ �Զ�������www.eadianqi.com��Ȩ����
�����˶������ĸ����˶�������������������м�Լ���ѹ����������Һ�ȵȣ���Ҫ����ٻ���Ҫ��һ���㹻����ܷ���ռ䡣��������ʱ�İ�ȫ������Ϊ��Ҫ�������ҵIJֱ�Ҫ���������䲿�ֵ�������Ϊ�˱��ڲ�����Ա������ӹ�����ֱ�ӽ��й۲졢�����Ϳ��ƣ���������Ҫ�Լӹ���������ߵ�ĥ��״̬�Ƚ��м�أ�ʵʱ�ضԼӹ���������⡣ ��������www.eadianqi.com ��8������װ�� �Զ�������www.eadianqi.com��Ȩ���� ���������ٶȵ���ߣ�����ʱ��IJ������̣��Ի���ʱ��Ҫ��Ҳ������ߡ����ڼӹ����ĵ��Զ�����Ҫ��ɿ�ȷ�����ҽṹ��ԱȽϸ��ӣ�������ٶȼ����Ѷȴ� �Զ�������www.eadianqi.com��Ȩ����
��9����������ṹ ��������www.eadianqi.com ���ټӹ�ʱ���������ٶȴ������ߣ������Ŀ��������ӣ����һ�Ҫʹ�����Ĺ���Ƶ�ʲ��������ٶȷ�Χ�ڣ���������̨Ҫ�иߵĶ����նȡ������ԡ����ȱ������Լ����õĿ��ȱ������������ٻ���������ƵĹؼ���������ڽ����˶�����������ͬʱ�����ֻ���֧�в����ߵľ��նȡ����նȺ��ȸնȡ� ��������www.eadianqi.com ����������������Ҫ������1�������� ��������www.eadianqi.com ����������ֱ�����ֻ������ܵĹؼ���������ͨ�������Ჿ�������綯�������ᣬҪ����һϵ�е�Ƥ���֡����֡����������������˿�ܡ���ĸ���м��е�������ڣ���ɺܴ��ת��������ʹ������˶����ﵽ���ټӹ���Ҫ����ٶȺͼ��ٶȣ������������Ӽ��١������ͣ��ʱ����Щ��еԪ���з����ĵ��Ա��Ρ�Ħ��ĥ��ͷ����϶�ȣ�������˶����ͺ��������������������Ӱ���˶��˶�ָ��Ŀ��ٷ�Ӧ�����⣬����������ڸ����˶�ʱ������ɾ����������ֱ��Ӱ����ټӹ��ľ��ȡ�����������������������������ص�������Ⱦ�����ټӹ��������ת�١����ٶȡ����ȡ��ն��кܸߵ�Ҫ�������ͨ��������Ľṹ��ʽ������Ӧ���ټӹ��Ի�����Ҫ�� �Զ�������www.eadianqi.com��Ȩ����
����Ϊ��������ټӹ���Ҫ����õķ�����ȡ���ӵ綯��������֮���һ���м价�ڣ�ʹ�綯���ͻ���������϶�Ϊһ���Ӷ�ʹ�������ij���Ϊ�㣬ʵ�ֻ�����“�㴫��”�����������ʵ�ָ��ٻ������˶�ϵͳ“�㴫��”�ĵ��ͽṹ�����������������綯�����������“�϶�Ϊһ”�Ĵ����ṹ��ʽ�������˻�������ϵͳ�Ĵ�����ṹ������������˶��������ȡ��˶����Ⱥ����ɿ��ԡ����ִ�����ʽ��ʹ���Ჿ���ӻ�������ϵͳ������ṹ����Զ���������������“���ᵥԪ”��һ���Ϊ“������”�� �Զ�������www.eadianqi.com��Ȩ����
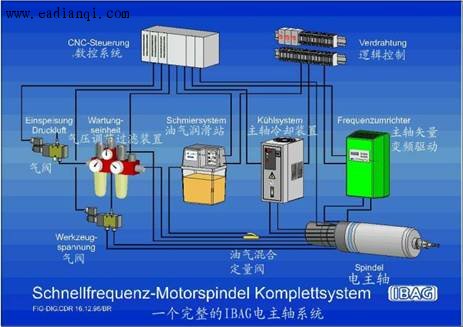
����������˷��˴�ͳ�������ᴫ��ϵͳ������ȱ�㣬����������ת�١����ٶȺ;��ȵȲ����������˸��ټӹ���Ҫ��Ҳ�����˲�����Ҫ����������⣺��綯����װ�����Ჿ��������ķ������⣬��Ҫ��ר��������ȴ�綯������ȴװ�ã���Ƶ�綯����Ҫ����Ƶ����Ŀ�������ʵ������ת�ٵı任�����������Ҫ��ר�ŵ���װ���Լ�Ϊ�˱�֤���ٻ�ת�����İ�ȫ��Ҫ�б�����ͣ���õ��������������ϵͳ��һϵ��֧�ֵ�������ת��������Χװ�á���ˣ��������һ���������綯����������Ϊһ��Ĺ��ᣬ����һ�������͵Ĺ��ܲ���������һϵ�п����������Ȼ������в����Ĺ��ܣ���ȷ���������ת�Ŀɿ����밲ȫ�ԡ�һ�������ĵ�����ϵͳ����ͼ��ʾ�������������᱾�����丽���������ᡢ�����Ƶ����������ϵͳ����ȴװ�á�����ϵͳ��һϵ�й��ܲ����� ��������www.eadianqi.com
��2������ֱ�ߵ綯������ϵͳ �Զ�������www.eadianqi.com��Ȩ����
�������ٽ���ϵͳĿǰͨ���������ֽ�������ϵͳ��һ���Ǹ��ٹ���˿����ĸ����ϵͳ����һ����ֱ�ߵ綯����������ϵͳ�� �Զ�������www.eadianqi.com��Ȩ����
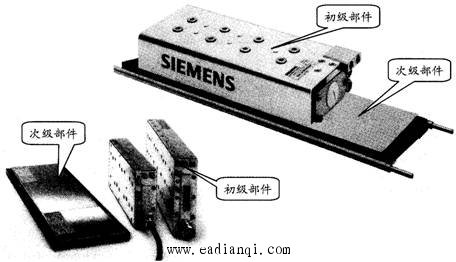
�������ٹ���˿����ĸ����ϵͳ�Դ�ͳ��˿����ĸ����ϵͳ������һϵ�еļ������£��γ�����һ�������������ܵĸ߾��ȸ��ٶȵĴ���ϵͳ�����������ӹ����õĽ�����������ͨ����Ϊ�̡���ͷ���ٹ���˿�ܣ�˿�ܲ����пսṹ��������Ԥ�������������˿�ܵĸնȣ��������Сֱ�������裨Si3N4���մ����Լ��������������������أ���ÿ���ǿ�似�������ٸ��ٹ���˿����תʱ����Ħ��������������ɵ�˿���ȱ��Σ����ô���������ĸ��Ԥ�������м�⣬ʵ�ֶ���ĸԤ���غɵ�����Ӧ���ơ� ��������www.eadianqi.com ����ֱ�ߵ綯����������ϵͳ����ֱ�ߵ綯����Ϊ�����ŷ�ϵͳ��ִ��Ԫ����ֱ�ߵ綯�����õ�Ÿ�Ӧ��ԭ����������Ӻ�ת��֮������ֱ��λ�ƣ��綯��ֱ��������������̨��ȡ���˵綯��������̨֮���һ���м䴫�����ڣ��������һ���Ѵ������ij�������Ϊ�㣬�Ӹ����Ͻ���˴�ͳ����ϵͳ�����ڻ�е������������й����⡣��Ϊû����ת�˶���������������Ӱ�죬��е�ṹ�������ᣬֱ�ߵ綯�����Ժ�����ʵ�ֺܸߵĽ����ٶȺͼ��ٶȡ�ֱ�ߵ綯���ɴﵽ80��180m/min��ֱ�߽����ٶȣ��ڲ����������������¿�ʵ��5g���ϵļ��ٶȣ����⣬ֱ�ߵ綯���Ķ�̬���ܺã��ܻ�ýϸߵ��˶����ȣ��������ƴװ�Ĵμ�����������ʵ�ֺܳ���ֱ���˶����룬�˶��г̵ij���Ҳ����Ӱ������ϵͳ�ĸնȣ����У�ֱ�ߵ綯���˶����ʵĴ����ǷǽӴ��ģ�û�л�еĥ�� ��������www.eadianqi.com
���������ӵ�1FN1ϵ�����ཻ������ͬ��ֱ�ߵ綯������ר��Ϊ��̬���ܺ��˶����ȸߵĻ�����Ƶģ���Ϊ�����ʹμ�����������������������ȴϵͳ���ȴ�ʩ�����ȶ������á�1FN1ϵ�е綯������SIMODRIVE611���ֱ�Ƶ����ϵͳ�ͳ�Ϊ����������ϵͳ������ֱ�Ӱ�װ�ڻ����ϣ�����Ӧ�������������� �Զ�������www.eadianqi.com��Ȩ���� ������������ʱ�������г��ʵõ��˼������ߣ����ϵĸ�Ӧ����ʹ��м���ι����Լ������빤��֮��Ӵ����Ϸ����ĸ������ʹ�ͳ���������µ������һ�������ߵ����º���ĥ���Ϊ��Ҫ�����⣻ͬʱ���ڻ�������ת�ٺܸߣ�������ת�ĵ�������ܴ�����������Լӹ����Ȳ���Ӱ�죬���п��ܵ��µ�����������������¹ʡ���˸����������������߲��ϡ������β���������ṹ������װ�еȶ�����˲�ͬ�ڴ�ͳ�ٶ�����ʱ��Ҫ�����������ۺ�����֤������������ؼ��ļ����ǵ������� �Զ�������www.eadianqi.com��Ȩ���� ����������������ʹ�õIJ���Ҫ�и�Ӳ�ȡ���ǿ�ȡ����Ͷȡ�����Ӳ�ԣ�ͬʱ���Ͽ���Ӳ���������ǿ�����������õĻ�ѧ�ȶ��ԡ� �Զ�������www.eadianqi.com��Ȩ����
���������������ߵļ��β����Ը���������Ч�ʡ��������������������Լ����������IJ����ȶ��кܴ��Ӱ�졣�����������߳��˱��������з������㹻��ǿ���⣬Ҫ�ܹ�������ʱ�γ��㹻��ȵ���м������м��Ϊ�������̵�ɢ��Ƭ�������ø����������м�������ȴ��ߡ� �Զ�������www.eadianqi.com��Ȩ����
���������������ߴ���Ӧ�öƲ��ѹ�㵶��������Ƕʽ����ʹ�����ܴ�����Ƕʽ���ߣ�Ƕ�뵶��ĵ�Ƭ���û���㹻������ǿ�ȣ��ͻ��ڵȴ�������������º͵�����롣��������ʹ�õ�Ƕ��ʽ���ߺ���ͨ���߲�һ������Ƭ�뵶���������Ҫ���ø�ǿ�����Ӽ����� �Զ�������www.eadianqi.com��Ȩ���� ����Ŀǰ�����ڸ��������ĵ��߲�����Ҫ�У��մɵ��ߡ�����������CBN�����ߡ��۾����ʯ��PCD�����ߺ�Ϳ�㵶�ߡ� �Զ�������www.eadianqi.com��Ȩ���� ���ټӹ����Ļ���ʵ��
�������ʣ�Mikron����˾������HSM 400U 5���������ټӹ�������ͼ��ʾ�� �Զ�������www.eadianqi.com��Ȩ����
�����������ܲ�����������Χ400mm×240mm×350mm������ת��42000 r/min�����Ṧ��13kW�������ٶ� X, Y, Z ����40 m/min ����ת�ٶ� B��C�� 900��1500o/sec�����ٶ� X, Y, Z ���� 17 m/s2����ת���ٶ� B��C�� 5700��17200o/s2����������HSK40������Ϊ18�� 76λ�� |
 ��������www.eadianqi.com
��������www.eadianqi.com