|
数控机床上进行加工的各种工件,大部分由直线和圆弧构成。因此,大多数数控装置都具有直线和圆弧的插补功能。对于非圆弧曲线轮廓轨迹,可以用微小的直线段或圆弧段来拟合。 插补的任务就是要按照进给速度的要求,在轮廓起点和终点之间计算出若干中间控制点的坐标值。 由于每个中间点计算的时间直接影响数控装置的控制速度,而插补中间点的计算精度又影响整个数控系统的精度,所以插补算法对整个数控系统的性能至关重要,也就是说数控装置控制软件的核心是插补。 插补的方法和原理很多,根据数控系统输出到伺服驱动装置的信号的不同,插补方法可归纳为脉冲增量插补和数据采样插补两种类型。 一、脉冲增量插补 这类插补算法是以脉冲形式输出,每次插补运算一次,最多给每一轴一个进给脉冲。把每次插补运算产生的指令脉冲输出到伺服系统,以驱动工作台运动。 自动控制网www.eadianqi.com版权所有 一个脉冲产生的进给轴移动量叫脉冲当量,用δ表示。 脉冲当量是脉冲分配计算的基本单位,根据加工的精度选择,普通机床取δ=0.01mm,较为精密的机床取δ=1μm或0.1μm 。插补误差不得大于一个脉冲当量。 这种方法控制精度和进给速度低,主要运用于以步进电动机为驱动装置的开环控制系统中。 二、数据采样插补 数据采样插补又称时间标量插补或数字增量插补。这类插补算法的特点是数控装置产生的不是单个脉冲,而是数字量。插补运算分两步完成。 第一步为粗插补,它是在给定起点和终点的曲线之间插入若干个点,即用若干条微小直线段来拟合给定曲线,每一微小直线段的长度△L都相等,且与给定进给速度有关。粗插补时每一微小直线段的长度△L与进给速度F和插补T周期有关,即△L=FT。 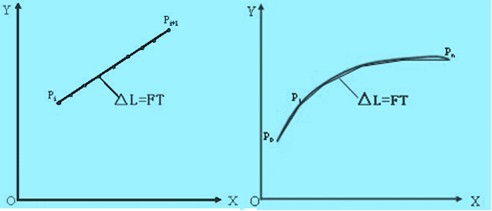 本文来自www.eadianqi.com 图1 数据采样插补 第二步为精插补,它是在粗插补算出的每一微小直线上再作“数据点的密化”工作。这一步相当于对直线的脉冲增量插补。数据采样插补方法适用于闭环、半闭环的直流或交流伺服电动机为驱动装置的位置采样控制系统中。 |